




 Позвоните нам
: +8613225098833
Позвоните нам
: +8613225098833 НАПИШИТЕ нам
: roselin@yiliabrasive.com
НАПИШИТЕ нам
: roselin@yiliabrasive.com
Позвоните нам
: +8613225098833 НАПИШИТЕ нам
: roselin@yiliabrasive.com


Чтобы правильно выбрать контактные линзы из розового оксида алюминия, необходимо:
Определите заготовку и ее материал.
Подберите точку крепления в соответствии с вашим конкретным применением.
Выберите нужную зернистость для желаемого результата.
Подберите правильную форму и размер абразивов.
Определите материал и форму вашей заготовки, чтобы выбрать правильный размер и тип установленной насадки.
Подберите форму и зернистость насадки в соответствии с конкретной задачей, например шлифованием, снятием заусенцев или отделкой, для достижения наилучших результатов.
Выберите правильный размер зерна: крупное — для быстрого удаления материала, мелкое — для гладкой поверхности, и используйте постепенный рост зерна.
Выберите правильную форму закрепленной вершины (A, B или W), которая соответствует геометрии вашей заготовки и повысит эффективность шлифования.
Всегда соблюдайте правила техники безопасности, проверяя ограничения скорости, используя охлаждающую жидкость и осматривая инструменты, чтобы обеспечить безопасную и эффективную работу.
Шлифовальные головки из розового оксида алюминия — это небольшие абразивные инструменты, предназначенные для точной работы. Вы заметите их уникальный розовый цвет, обусловленный добавлением оксида хрома к оксиду алюминия. Эта добавка повышает прочность и снижает хрупкость по сравнению с другими абразивами. При использовании этих шлифовальных головок зернистость приобретает острую, угловатую форму, обеспечивающую равномерное режущее действие. Шлифовальный круг из розового оксида алюминия отличается большей твёрдостью и агрессивностью, чем шлифовальный круг из коричневого оксида алюминия. Он также обеспечивает лучшую режущую способность и более острые края зерен.
Насадки из розового оксида алюминия имеют твердость по Кнупу около 2258 кг/мм², что выше, чем у обычного оксида алюминия.
Ионы хрома в кристаллической решетке делают зерна более прочными и долговечными.
Вы получаете изделие, устойчивое к износу и сохраняющее форму в процессе использования.
Выбирая тип зерна, вы обеспечиваете соответствие заточки вашим требованиям к прочности и остроте. Также важно выбрать правильную связку, поскольку она удерживает абразивные зерна вместе и влияет на работу инструмента.
Шлифовальные головки из розового оксида алюминия можно использовать во многих отраслях, включая аэрокосмическую, медицинскую, автомобильную, металлообрабатывающую и производственную. Шлифовальный круг из розового оксида алюминия отлично подходит для шлифования, удаления заусенцев, хонингования и финишной обработки поверхностей. Он особенно эффективен для внутреннего и наружного шлифования.
Эти закрепительные головки идеально подходят для обработки инструментов и штампов, финишной обработки пресс-форм и прецизионного шлифования.
Они обеспечивают гладкую, блестящую поверхность на мягких металлах, таких как алюминий, латунь и бронза.
Шлифовальный круг из розового оксида алюминия также популярен для заточки и финишной обработки мягкой древесины и окрашенных поверхностей.
Эти шлифовальные головки выделяются благодаря своим превосходным характеристикам. Они обладают исключительной прочностью, острым режущим действием и низкой температурой резания. Связка устойчива к нагрузкам, поэтому заточка не засоряется. Они представлены в различных стандартных размерах и с различными вариантами хвостовиков, что делает их подходящими для широкого спектра применений.
При выборе шлифовальных головок сначала необходимо внимательно осмотреть заготовку. Тип обрабатываемого материала, например, сталь, алюминий, латунь или бронза, напрямую влияет на ваш выбор. Каждый материал имеет разную твёрдость и по-разному реагирует на шлифовку и удаление заусенцев. Например, алюминий мягче и может засорять абразивный инструмент, а сталь требует более жёсткого абразива. Также следует учитывать размер и форму заготовки. Для небольших и сложных деталей могут потребоваться более тонкие шлифовальные головки, в то время как для более крупных поверхностей подойдут шлифовальные головки большего размера.
Определив тип заготовки, сосредоточьтесь на её применении. Вы шлифуете, снимаете заусенцы или обрабатываете доводочным инструментом? Каждая задача имеет свои требования. Зачистка удаляет острые края или заусенцы, оставшиеся после резки или обработки. Шлифовка придаёт поверхности форму или сглаживает её. Доводка придаёт поверхности окончательный вид. Для достижения наилучших результатов необходимо подобрать подходящую насадку для конкретной области применения.
Некоторые важные факторы, которые следует учитывать, включают в себя:
Геометрия вашей заготовки. Фрезерные головки бывают разных форм, например, A, B и W. Небольшие формы хорошо подходят для снятия заусенцев с небольших внутренних диаметров. Более крупные головки, например, W222, отлично подходят для сглаживания кромок. Специальные головки помогают решать нестандартные задачи, например, очистку направляющих сидений самолётов.
Требования к доступу для вашего проекта. Форма насадки должна соответствовать геометрии заготовки, чтобы обрабатывать заусенцы и острые кромки, особенно в труднодоступных местах.
Ваши требования к шлифованию. Глубина резания, направление подачи и качество поверхности — всё это играет роль при выборе подходящего инструмента.
Учитывая эти факторы, вы гарантируете, что ваши вставные наконечники будут работать хорошо и прослужат дольше. Выбор вставных наконечников правильной формы и размера для вашей области применения обеспечивает лучшие результаты и более безопасную эксплуатацию.
Выбор зернистости существенно влияет на эффективность работы ваших шлифовальных головок из розового оксида алюминия. Число зернистости указывает на степень зернистости абразивных частиц. Более низкие значения соответствуют более крупной зернистости, которая быстро удаляет материал. Более высокие значения соответствуют более мелкой зернистости, что обеспечивает более гладкую поверхность.
Зернистость следует выбирать в зависимости от требований к шлифованию и твёрдости обрабатываемой детали. Крупные зерна, например, 8 или 12 меш, лучше всего подходят для грубой шлифовки и снятия большого количества материала. Такие зерна обеспечивают высокую скорость резки и обработку твёрдых металлов. Зернистость средней зернистости, например, 24 или 36 меш, подходит для получистовой обработки и удаления большого количества излишков материала. Мелкие зерна, например, 60 или 80 меш, идеально подходят для финишной шлифовки и полировки. Они обеспечивают высокую точность и гладкую поверхность, особенно на мягких металлах.
Ниже представлена таблица, которая поможет вам определиться с выбором размера зерна для различных металлов и задач:
|
Категория размера зерна |
Примеры сеток |
Рекомендуемый вариант использования |
Учет твердости металла |
|---|---|---|---|
|
Грубый |
8 ячеек, 12 ячеек |
Грубое шлифование, долбление, грубая обработка |
Подходит для более твердых металлов, требующих агрессивного удаления материала |
|
Середина |
24 ячейки, 36 ячеек |
Получистовая обработка, удаление большого излишка материала |
Подходит для обработки металлов средней твердости и получистовых работ |
|
Отлично |
60 меш, 80 меш |
Тонкая шлифовка, полировка, высокоточная отделка поверхностей |
Подходит для более мягких металлов или для окончательной обработки, требующей высокого качества поверхности. |
Вы можете найти шлифовальные головки из розового оксида алюминия с широким диапазоном зернистости — от P24 до P1200. Например, промышленные шлифовальные головки зернистостью 60# популярны для удаления заусенцев и шлифования. Алюминиевые шлифовальные головки зернистостью 19 мм обеспечивают точный контроль при финишной обработке и полировке.
Выбор между грубой и мелкой зернистостью влияет как на скорость снятия материала, так и на качество поверхности. Более грубая зернистость, например, 24 или 30, обеспечивает максимальную скорость снятия материала. Она идеально подходит, когда требуется быстро снять большой объём материала, например, при первичной обработке или снятии заусенцев. Более мелкая зернистость, например, 36 или 46, замедляет скорость снятия, но способствует более качественной отделке. Это соотношение означает, что с уменьшением размера зернистости (размера частиц увеличивается) снимается больше материала, но поверхность становится более шероховатой. При использовании более мелкой зернистости достигается более гладкая поверхность, но снимается меньше материала.
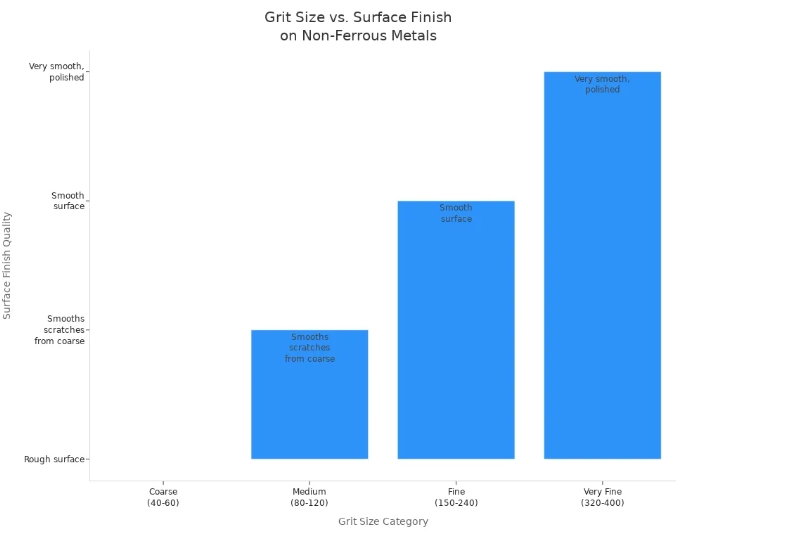
Качество обработки поверхности цветных металлов, таких как алюминий и латунь, зависит от выбора зернистости. Крупная зернистость (40–60) хорошо подходит для удаления большого количества материала и предварительной шлифовки. Средняя зернистость (80–120) помогает сгладить царапины, оставленные крупной зернистостью. Мелкая зернистость (150–240) и очень мелкая зернистость (320–400) лучше всего подходят для окончательного сглаживания и полировки. Такая последовательность гарантирует высокое качество поверхности.
|
Категория размера зерна |
Скорость удаления материала |
Качество отделки поверхности |
Рекомендуемое использование для цветных металлов |
|---|---|---|---|
|
Крупный (40-60) |
Быстрое удаление |
Шероховатая поверхность |
Тяжелое удаление материала, предварительное шлифование |
|
Средний (80-120) |
Умеренное удаление |
Сглаживает царапины от грубой зернистости |
Промежуточное сглаживание |
|
Штраф (150-240) |
Медленное удаление |
Гладкая поверхность |
Окончательное сглаживание и полировка |
|
Очень хорошее (320-400) |
Очень медленное удаление |
Очень гладкая, полированная |
Финальные этапы отделки |
Также следует учитывать связку шлифовальной головки. Связка удерживает абразивные зерна вместе и влияет на их разрушение во время работы. Прочная связка продлевает срок службы инструмента при интенсивном снятии материала. Более мягкая связка легче отделяет изношенные зерна, что лучше подходит для финишной обработки.
Правильный выбор зернистости повышает как эффективность, так и качество обработки. Для удаления заусенцев начните со средней или крупной зернистости, чтобы быстро удалить заусенцы. Для полировки перейдите на мелкую или очень мелкую зернистость. Всегда подбирайте зернистость в соответствии с материалом и этапом работы. Тщательный выбор поможет избежать засорения, особенно при работе с цветными металлами, и обеспечит оптимальную работу шлифовальных головок.
Выбор правильной формы и размера шлифовальной головки так же важен, как и выбор правильной зернистости. Необходимо подобрать инструмент под вашу заготовку и задачу, которую вы собираетесь выполнить. Правильная форма шлифовальной головки повышает как эффективность шлифования, так и качество результата.
Производители классифицируют монтажные точки по группам формы. Наиболее распространённые группы — A, B и W. Каждая группа имеет свою конструкцию и оптимальные условия использования.
Форма A: Форма A часто используется для шлифования внутреннего диаметра (ID) и финишной обработки пресс-форм. Например, форма A25 имеет диаметр 2,5 см (1 дюйм) и хвостовик 6 мм (1/4 дюйма). Она хорошо подходит для шлифования внутренних отверстий или труднодоступных мест. Эта форма обеспечивает превосходный баланс и практически полное отсутствие вибрации, что позволяет добиться гладкой поверхности. Её можно использовать как экономичную альтернативу твердосплавным борам, особенно для ручной обработки.
Форма B: Форма B имеет шаровидный или закруглённый конец. Они используются для обработки изогнутых поверхностей или сглаживания контуров. Они помогают избежать острых кромок и создать плавные переходы на заготовке.
Форма W: W-образные формы имеют форму круга. Они используются для шлифования поверхностей, сглаживания кромок и финишной обработки. Их конструкция позволяет быстро обрабатывать большую площадь, что повышает эффективность шлифования на больших поверхностях.
Абразивные материалы из розового оксида алюминия этих форм обладают исключительной прочностью и износостойкостью. Их можно использовать для прецизионных шлифовальных работ, таких как заточка инструментов, финишная обработка деталей двигателей или работа с закаленными сталями и сплавами. Их мелкозернистая структура позволяет добиться эффективных и высококачественных результатов даже при работе с твёрдыми материалами.
Размер шлифовальной головки влияет на то, насколько хорошо вы можете добраться до различных участков заготовки. Маленькие головки позволяют работать в узких углах, глубоких отверстиях или узких пазах. Большие головки лучше подходят для плоских поверхностей или когда нужно снять больше материала за один раз.
Для повышения эффективности шлифования необходимо:
Измерьте площадь, которую необходимо отшлифовать или отделать.
Выберите точку крепления, которая легко поместится в этом пространстве.
Для безопасной и стабильной работы убедитесь, что размер хвостовика соответствует вашему инструменту.
Если вы работаете со сложными формами или труднодоступными местами, выбирайте меньшую или более острую форму. Для открытых, плоских поверхностей используйте больший круг или цилиндр. Такой подход поможет вам сохранить контроль и избежать повреждения заготовки.
|
Группа форм |
Типичный вариант использования |
Преимущество эффективности шлифования |
|---|---|---|
|
A |
Шлифовка внутреннего диаметра, отделка пресс-форм |
Точный контроль, минимальная вибрация |
|
B |
Контурная растушевка, изогнутые области |
Плавные переходы, легкий доступ к изгибам |
|
W |
Плоское шлифование, кромкообработка |
Быстрое удаление материала, покрытие больших площадей |
Всегда следует учитывать как форму, так и размер в совокупности. Это сочетание позволяет максимально повысить эффективность шлифования и добиться желаемого результата. Правильный выбор насадки сделает работу быстрее, безопаснее и точнее.
Перед использованием шлифовальной головки из розового оксида алюминия обязательно проверяйте максимальную рабочую скорость. Производитель каждого инструмента устанавливает ограничение скорости. Превышение этой скорости может привести к поломке инструмента и травме. Скорость шлифовальной машины всегда должна соответствовать номинальной скорости шлифовальной головки. Никогда не превышайте этот предел.
К распространённым инцидентам, связанным с безопасностью, относятся поломка инструмента, разлетающиеся обломки и чрезмерный износ. Вы можете предотвратить их следующими способами:
Обеспечение совместимости насадки и шлифовальной машины по частоте вращения и крутящему моменту.
Перед использованием проверьте инструмент на наличие трещин и дефектов.
Надевайте защитные очки, перчатки и респиратор, чтобы защитить себя от опасностей.
Надежно закрепите установленную точку в цанге или патроне.
Шлифование сопровождается выделением тепла. Без использования охлаждающей жидкости или смазки шлифовальная головка может перегреться. Перегрев приводит к ускоренному износу, поломке инструмента и ухудшению качества обработанной поверхности. Во время шлифования, особенно при длительной или интенсивной обработке, следует использовать охлаждающую жидкость или смазку. Это предотвращает перегрев инструмента и продлевает его срок службы. Кроме того, это способствует удалению стружки из зоны шлифования, что повышает производительность.
Некоторые охлаждающие жидкости имеют водную основу, другие — масляную. Выберите подходящий тип охлаждающей жидкости для вашего материала и области применения. Всегда следуйте рекомендациям производителя по использованию охлаждающей жидкости.
Перед началом работы проверьте работу насадки на куске материала. Это поможет вам проверить вибрацию, балансировку и качество резки. При необходимости отрегулируйте скорость и давление. Если вы заметите необычный шум или чрезмерную вибрацию, остановите инструмент и осмотрите его.
Регулярно проверяйте состояние креплений на предмет износа и повреждений. Замените любой инструмент с трещинами, сколами или неравномерным износом. Также важны правильное крепление и выравнивание. Неправильно установленный инструмент может шататься или сломаться во время использования.
Выбор правильной монтажной головки из розового оксида алюминия дает вам множество преимуществ:
Вы работаете быстрее и получаете более качественную отделку поверхности.
Правильный инструмент повышает производительность и продлевает срок службы ваших инструментов.
Соответствие точки крепления вашему проекту гарантирует эффективный и качественный результат.
Безопасность повышается за счет учета формы, размера, зернистости и правильного использования.
Если вам нужна помощь, обратитесь к экспертам компании Yili Grinding Wheel & Abrasives Co., Ltd. Качественная продукция облегчает любой проект.
Розовый оксид алюминия содержит оксид хрома. Эта добавка повышает прочность и долговечность. Вы получаете более острый и долговечный абразив. Он хорошо подходит для шлифования цветных металлов и обеспечивает равномерное качество поверхности.
Да, их можно использовать для стали. Они лучше всего работают с мягкими сталями и цветными металлами. Для очень твёрдых или термообработанных сталей для достижения наилучших результатов может потребоваться другой абразив.
Используйте подходящий размер зерна для вашего материала. Слегка надавливайте на инструмент и плавно перемещайте его. Охлаждающая жидкость или смазка помогают предотвратить засорение, особенно при обработке мягких металлов, таких как алюминий.
 Поддерживается сеть IPv6
| Блог
| Карта сайта
| XML | политика конфиденциальности
Поддерживается сеть IPv6
| Блог
| Карта сайта
| XML | политика конфиденциальности

